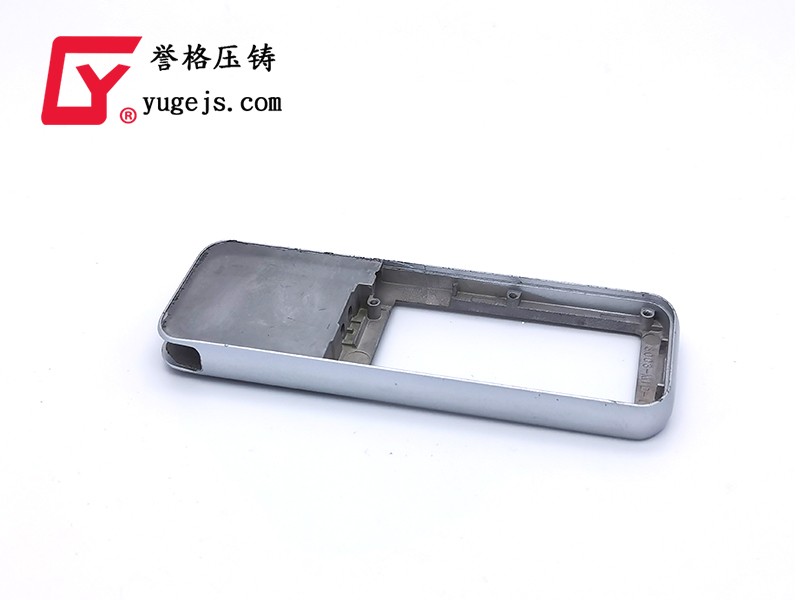

對避免鋅合金壓鑄件生產過程中出現的氣孔沙眼現象,鑄出以下幾點總結。
1、保證鋅合金熔煉的精粹除氣質量,選用好的精粹劑除氣劑減少鋅水中的含氣量,及時鏟除液面浮渣、泡子之類氧化物,避免再次帶入氣體進入壓鑄件中;
2、選擇良好的脫模劑,所選用的脫模劑應是在壓鑄中不產生氣體的,又有良好脫模性能的;
3、保證模具的排氣曉暢不堵死,排氣順利,保證模具中的氣體徹底排出,尤其是在鋅水終聚合處排氣通道必須曉暢;
4、調整好壓鑄參數,充型速度不行過快,避免卷氣;
5、產品設計和模具設計中應留意抽芯和冷卻的運用,盡量減少壁差過大的缺點;
6、對常在固定部位出現的氣孔,應從模具和設計上改善。綜上所述在壓鑄賦閑中,如果把以上六項措施落實,則鋅合金壓鑄產品氣孔報廢率可以明顯下降,會顯著進步產品的合格率。 應當是鑄件壁厚不均勻,是非常容易發生其縮孔等缺點的, 可用的解決辦法可以在厚薄變化處添加鑄件的補縮通道,即增大鑄造圓角,因為在鑄造中要盡量避免有垂直視點的形狀. 另一種方法就是加大鑄件凝聚時的溫度梯度,即保證鑄件的自下而上凝聚順序,可以有效地減少氣縮孔的發生. 還有一種就是減少鑄件型腔的發氣量,型腔發氣量太大的話也會使鑄件有許多的空泛。

熱線電話
微信掃一掃